Kanban, one of the primary Lean tools, is an inventory management system that relies on real-world inventory consumption (demand) to trigger replenishment signals (supply). Since kanban signals are based on actual consumption, it is considered a visual “pull” system. The opposite of pull is push, in which material is delivered to the recipient based on the supplier’s scheduling preference and not on the customer’s need.
At its most fundamental level, kanban performs two functions
Kanban calculates replenishment solutions based on the characteristics of each item, specifically lead time, demand, and supply and/or demand volatility. Kanban solutions balance the need for meeting customer delivery requirements, specifically high on-time delivery plus short lead times, with the need for low on-hand inventory levels to boost cash flow and minimize required space. Be very clear: kanban’s primary goal is to protect delivery performance, and inventory performance is a secondary goal that is only pursued after delivery performance is successful.
Kanban initiates replenishment orders in response to material consumption, using the calculated kanban solution to trigger an order for a standard order quantity at a standard lead time, such as 100 pieces due in 2 weeks.
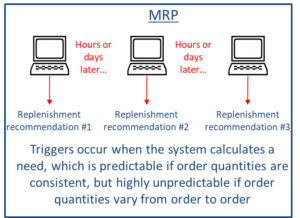
Unlike kanban, MRP (materials requirements planning) exists in a Big Computer System, which relies on system values for on-hand balance, expected incoming material, and upcoming demand.
Kanban utilizes visible signals such as kanban cards or empty inventory spots to manage replenishment signals. Associates can quickly and easily check kanban cards or boards to determine what is ordered, when it is due, how many will arrive, etc. This puts a significant amount of inventory management intelligence in the minds of the people who do the work, versus in the hands of a few people with access to MRP.
 Kanban is a repetitive loop
Kanban is a repetitive loop
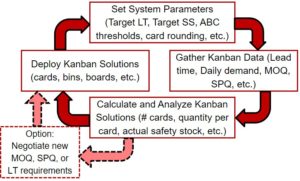
Kanban can be compared to the Plan-Do-Check-Act cycle.
Plan = Size, or calculating kanban solutions
Do = Execute, the processes that manage kanban signals, cards, orders, and boards. Click here to read about kanban cards, or click here to read about kanban boards.
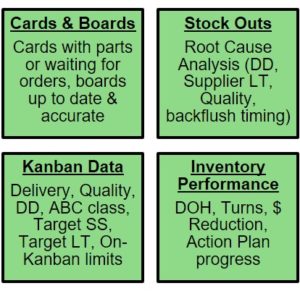
Check = Audit, the regular review cadence that verifies the health of the kanban system
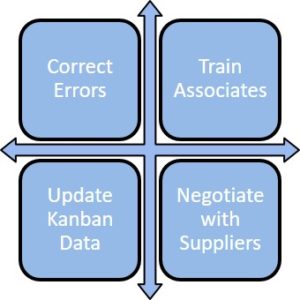
Act = Respond, addressing anything discovered during the prior 3 steps that can be repaired or improved
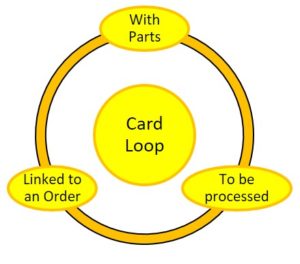
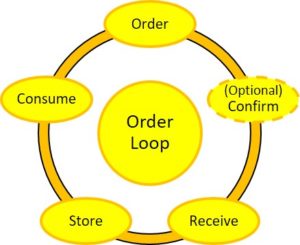
Once kanban solutions are calculated and deployed, kanban is a repetitive loop that triggers replenishment orders based on consumption.
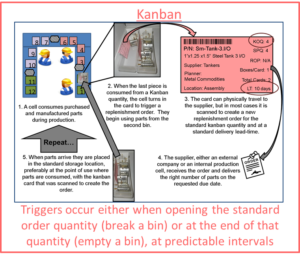
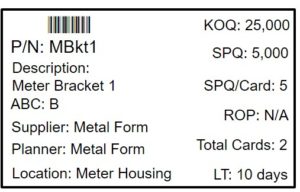
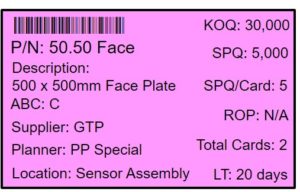
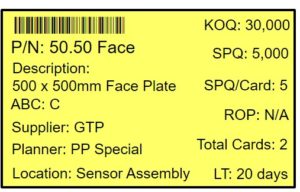
- As inventory is consumed, kanban replenishment signals are triggered. In many kanban systems, the physical or observable kanban signal is a kanban card, like the cards in front of the plastic inventory bins in this picture.

- Kanban signals are transmitted to the item’s supplier, which can be an internal manufacturing cell or an external supplier. For internal suppliers, sometimes the card actually travels to the supplying work cell, but the signal can also be electronic, such as an open purchase order or an email request.
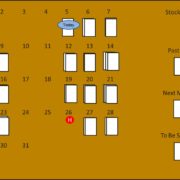
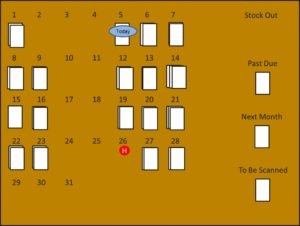
- While waiting for material from the supplier, the kanban card hangs on a kanban board, seen in picture below. Each card hangs on the numbered peg that stands for the due date for that order.
- When replenishment material arrives, the associated card is taken from the board and placed with the material in the correct storage location.
This trigger-and-receipt process is repeated over and over for every kanban item.
Basic elements define a kanban system
First, we need a kanban calculator, or a spreadsheet to generate kanban systems. This work is essentially invisible to associates who manage kanban cards and boards, but it is the most critical element of a kanban system. The calculator is usually a spreadsheet with formulas that assign kanban solutions to accommodate demand, lead time, safety stock, and order-quantity requirements. Click here to read about safety stock. Since replenishment signals are issued based on consumption, the calculation process has to accurately trigger replenishment orders at the right time and for the right quantity. Therefore, a kanban solution that is “under-sized” results in too little inventory, which puts delivery at risk. On the other hand, a solution that is “over-sized” results in too much inventory, which eats up cash and space.
Lead-time demand equals [daily demand * actual lead time], or how much consumption occurs in one lead-time period. This is an important number to know when designing kanban solutions because every kanban solution has to order a quantity greater than or equal to the lead-time demand.
As simple as this sounds, calculating kanban solutions is by far the most difficult part of designing a kanban system. For an in-depth review of kanban, get a copy of my book Banking on Kanban: Mastering Kanban to Boost Cash Flow, Minimize Inventory, and Maximize Delivery Performance. Click here to see Banking on Kanban on Amazon.
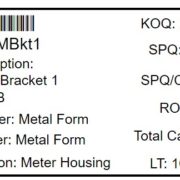
Next, we need signaling methods, something to trigger replenishment orders wherever inventory is consumed. As stated before, this is usually kanban cards but it can be empty spots on the floor, empty containers, or anything that can serve as a visual indicator. For any type of signal, its form and function must be easy to interpret on the floor. For example, a kanban card should include part number, description, lead time, supplier, order quantity, storage location, and other information that tells associates how to manage the card and the associated inventory. Similarly, an empty spot on a shelf might be labeled with part number, type of container (e.g., box, tote, bucket), supplier, and the quantity per container.
Finally, we need processes to manage kanban orders with accuracy and urgency. Kanban boards store cards that are waiting for orders. Deploy kanban boards where triggers are generated or where they are fulfilled, depending on the defined path of the card from signal to fulfillment. In conjunction with kanban boards is the task of receiving material and putting it away. As material arrives at point of use, the correct card must be taken from the kanban board and put with the material in the correct storage location.
Need more info? Keep browsing this blog. Want specific expertise implementing kanban solutions in your organization? Contact Josette Russell today.