Kanban as Plan-Do-Check-Act
Kanban is one of the primary Lean tools. It is a pull-based inventory management system that relies on real-world inventory usage to trigger replenishment signals.
Plan-Do-Check-Act (PDCA)
One of the most effective ways to analyze kanban is to compare it to the Plan-Do-Check-Act cycle.
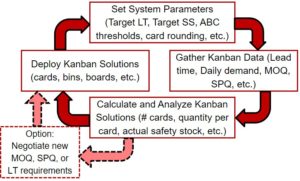
Plan = Size, or calculating kanban solutions
In PDCA, the Plan phase is when targets, action plans, key metrics, and owners are defined. This step shouldn’t be shortchanged since it is the foundation for everything that comes after it. Within the context of kanban, this is when kanban data is gathered, solutions are calculated,and cards and boards are deployed. This is also when standard work should be written for all the associated kanban processes or tasks.
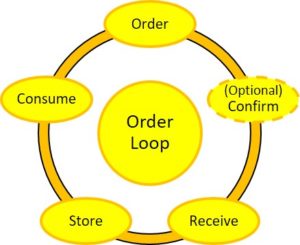
For kanban, the sizing process is a repetitive loop that calculates and deploys kanban solutions.
Do = Execute, or performing processes that manage kanban signals, cards, orders, & boards
The “Do” or execution portion of PDCA is when defined action plans and processes are accomplished. Since most manufacturing and operational processes are repetitive, this phase of PDCA is performed over and over, which is one of the primary reasons why PDCA is considered a loop. Every time a process is repeated it should be viewed in the larger context of the overall plan along with any follow-up activity.
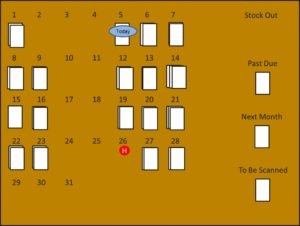
In kanban, execution revolves around the care and feeding of kanban cards and boards; cards trigger replenishment orders and boards manage open orders. Click here to read more about kanban cards, and click here to read about kanban boards.
Check = Audit, reviewing the health of the kanban system
The Check phase is the oversight portion, which is often overlooked or under-resourced, and the intent is to find shortcomings and areas for improvement. A discovery in this phase doesn’t necessarily indicate failure, though that could be the case, but instead it is meant to maintain that desired focus of continuous and intentional improvement.
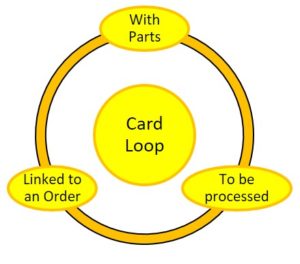
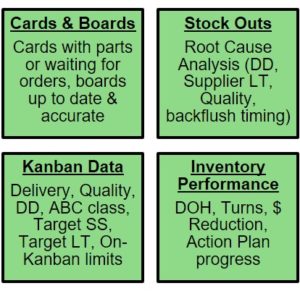
Kanban audits are key to maintaining a healthy system. By its very nature, kanban gets out of sync over time if any of the underlying data changes, such as daily demands or lead times. Kanban gaps can also occur if new employees aren’t fully trained or if standard work doesn’t keep up with current process and material handling conditions. These are just a short sampling of the many reasons why kanban audits must be regular occurrences with broad coverage. It is helpful to think of audits in a few broad categories, as in this graphic.
Act = Respond, addressing anything that was discovered during the prior 3 steps
The Act phase closes the loop on all the prior steps because it drives any action that came out of the prior steps. Whether something was missed in the plan, or the execution phase didn’t quite meet the expectations, or the audit process discovered potential improvements, this is when those gaps are closed. It can also be appropriate to view this phase as the time to celebrate identified successes from any of the prior phases. Yes, continuous improvement focused much more attention on the next improvement than it does on the latest success, but associates deserve the chance to celebrate their wins.
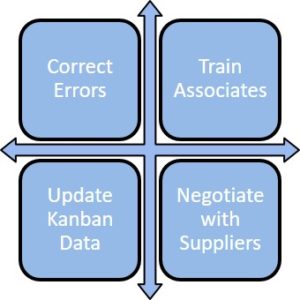
Kanban actions are essentially limitless, but it commonly includes responding to data changes or errors (e.g., new daily demand, updated minimum order quantity), process errors (e.g., missing cards, boards not updated), unexpected events (e.g., stock outs, late deliveries), and general performance misses (e.g., inventory reduction not occurring as planned.) One of the most powerful actions that can be taken within kanban is to negotiate with internal and external suppliers to get better order quantity limits (lower minimum order and standard package quantities) and short lead times. These factors are often the biggest contributors to excess inventory.
Need more info? Keep browsing this blog. Want specific expertise implementing kanban solutions in your organization? Contact Josette Russell today.