Make to Stock versus Make to Order
When designing an inventory management plan, every purchased and manufactured item should be evaluated for whether it should be held in stock or purchased/produced as needed.
Definition of Make to Stock (MTS) versus Make to Order (MTO)
Make-to-stock items are consumed on a regular basis and are therefore held in inventory and always available. Defining what is meant by “used on a regular basis” varies based on the business. Some manufacturers stock items that are used at least weekly and others carry items used at least on a quarterly cadence.
Make-to-order items are only in stock when there is a valid customer order for the item, and therefore the item in stock is for that specific order. These are generally items that are produced infrequently or that are customized for each customer order. Note that “customer order” also refers to internal demands driven by a customer order, such as the demand for an internal sub-assembly required for a specific customer assembly.
The MTS/MTO discussion is an integral part of the concept called “plan for every part,” or PFEP (pronounced PEE-fep.) Before we can confirm a reasonable inventory plan for an item, we must first select the philosophical approach for that item. In additional to evaluating the frequency of demand, an item’s plan depends on how customer orders will be filled and therefore how associated material must be managed. Will customer orders be filled from finished goods inventory? Or, will WIP be held in stock and converted to finished goods when a customer order is received? Is it possible that raw material is the only inventory held in stock, and manufacturing occurs only after a customer order is received?
The decision of where to hold inventory throughout a site depends on how much time is allowed from customer order to shipment for standard items.
- If customers expect shipment the same day as the order is placed or soon after, it might be necessary to hold finished goods in inventory, plus raw material and possibly work-in-process items that will be used to replenish finished goods as they are consumed.
- If customers allow slightly more time, hold WIP that can be converted to the correct finished goods within the allowed time, plus the raw material that backfills WIP as it is consumed.
- If customer lead times are longer, hold raw material in stock and process it only when a specific customer order is received. This implies that the only WIP and finished goods that are in stock at any given time are for specific orders.
Assign MTS to the Right Items
Start by defining where inventory should be held, i.e., which processes should hold finished goods, WIP, or raw material in stock to meet customer lead times.
Next, evaluate individual items wherever inventory is supposed to be in stock to determine if all items are used frequently and should be in stock, or if perhaps some items are used infrequently and can be made to order. This might be manual analysis, or it might be streamlined if demand data can be downloaded into monthly or weekly buckets. For example, if the threshold for MTS items is anything that is used at least monthly, download six months of demand data into monthly buckets and eliminate items with zero demand in one or more months.
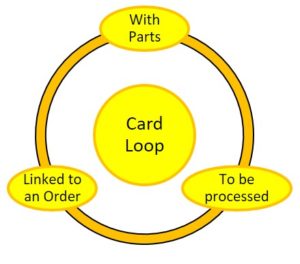
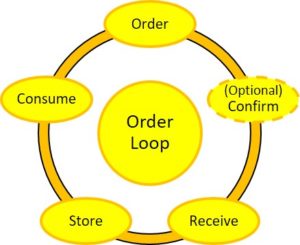
HINT: Any finished goods item that is held in stock should drive the appropriate levels of WIP and raw material stock, so that when that FG is consumed it can be refilled. This is basic “pull” or kanban logic.
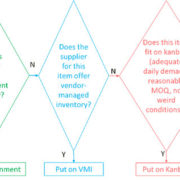
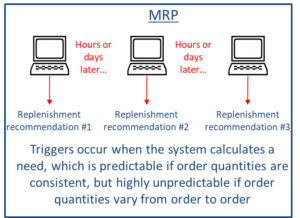
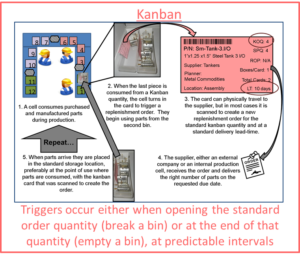
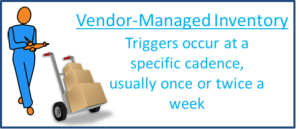
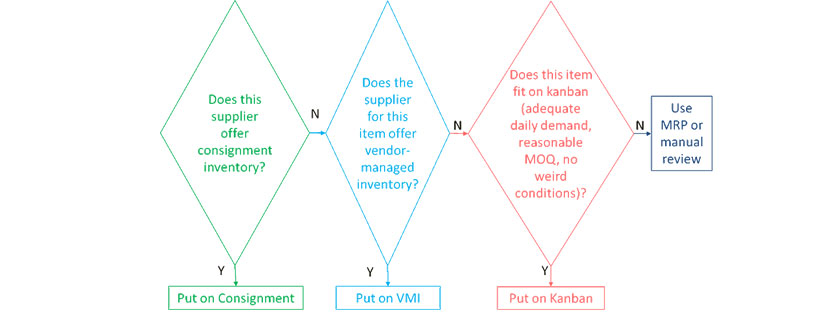
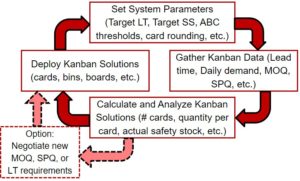
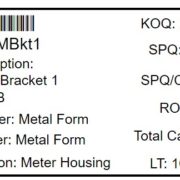
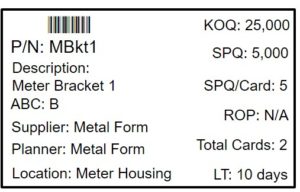
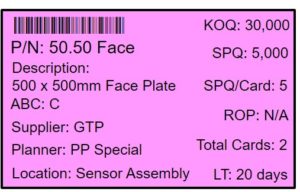
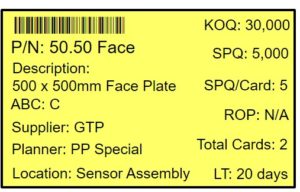
Once the population of MTS items has been identified, define the correct inventory solution for each item, including the replenishment method to be used (kanban, VMI, consignment, or MRP) and the individual replenishment solution, such as 2 cards at 100 each.